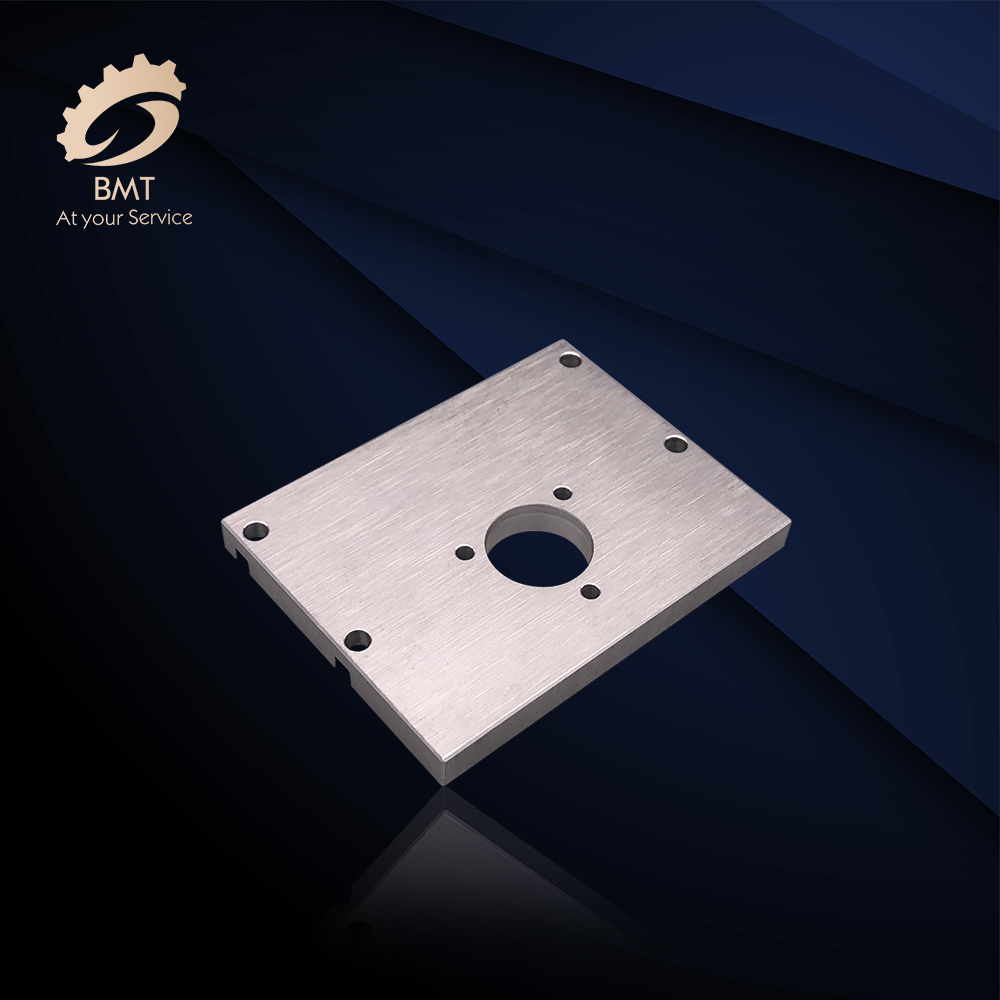




CNC Machining Processing Analysis
Proceza analizo
La teknikaj aferoj de CNC-maŝinado de la prilaboritaj partoj implikas larĝan gamon de aspektoj. La sekvantaro kombinas la eblecon kaj oportunon de programado por prezenti kelkajn ĉefajn enhavojn, kiujn oni devas analizi kaj revizii.

Faldeblaj dimensioj devas konformi al la karakterizaĵoj de CNC-maŝinado
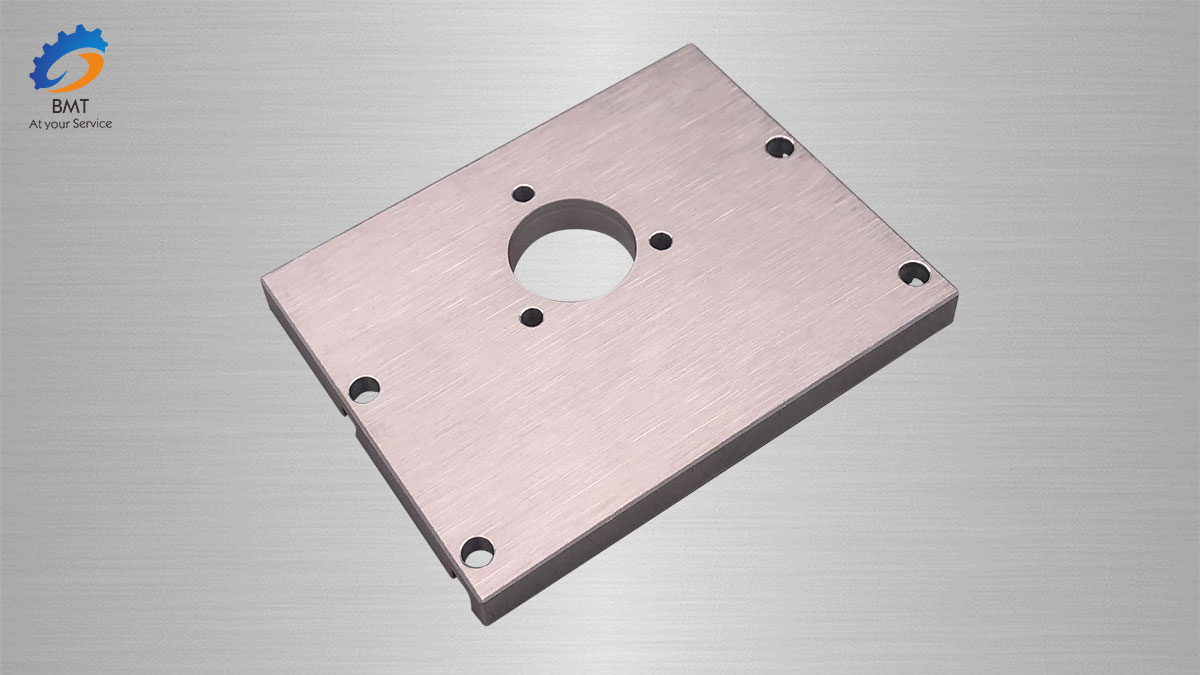
En CNC-programado, la grandeco kaj pozicio de ĉiuj punktoj, linioj kaj surfacoj baziĝas sur la programa origino. Sekve, estas plej bone doni la koordinatan grandecon rekte sur la partdesegnaĵo, aŭ provi citi la grandecon kun la sama datumo.


La kondiĉoj por faldi geometriajn elementojn devas esti kompletaj kaj precizaj
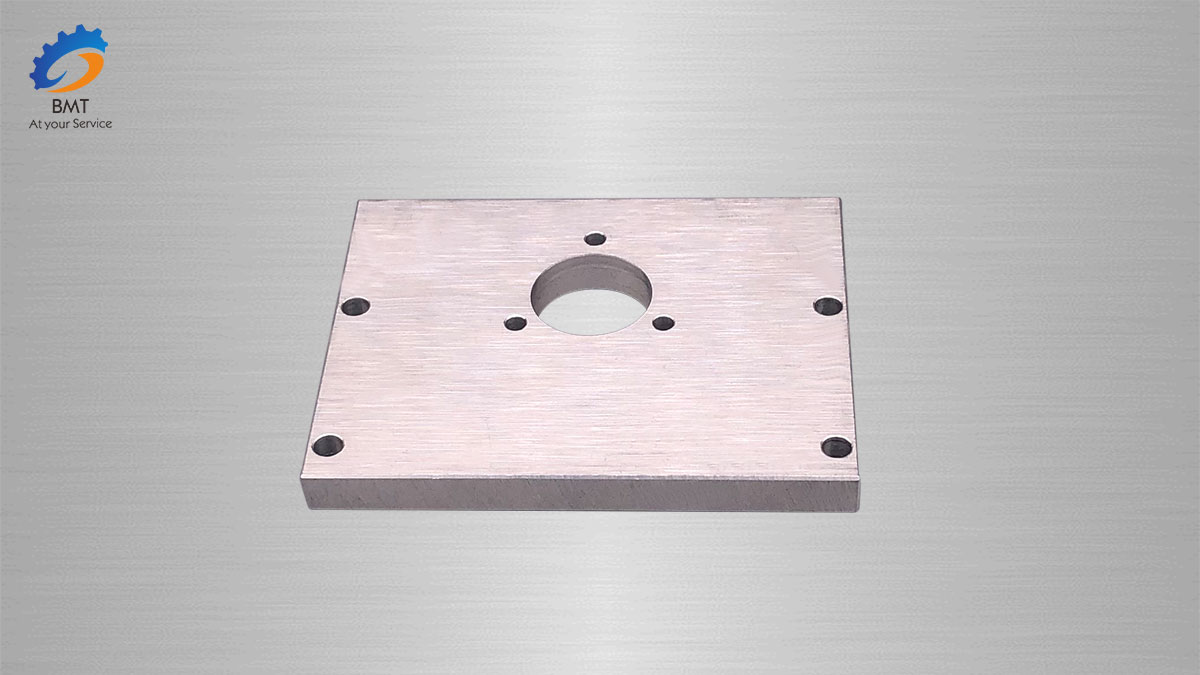
En la programado, la programisto devas plene ekteni la geometriajn elemento-parametrojn, kiuj konsistigas la konturon de la parto kaj la rilaton inter la geometriaj elementoj. Ĉar ĉiuj geometriaj elementoj de la konturo de la parto devas esti difinitaj dum aŭtomata programado, la koordinatoj de ĉiu nodo devas esti kalkulitaj dum mana programado. Ne gravas kiu punkto estas neklara aŭ necerta, programado ne povas esti efektivigita. Tamen, pro neadekvata konsidero aŭ neglekto de partdizajnistoj en la dezajnprocezo, ekzistas ofte nekompletaj aŭ neklaraj parametroj, kiel ekzemple arko kaj rekto, arko kaj arko ĉu ili estas tanĝantaj aŭ intersekcantaj aŭ apartigitaj. Tial, kiam vi revizias kaj analizas la desegnaĵojn, vi devas esti singarda kaj kontakti la dezajniston ĝustatempe se vi trovas problemojn.
Fidinda faldebla poziciiga datumo
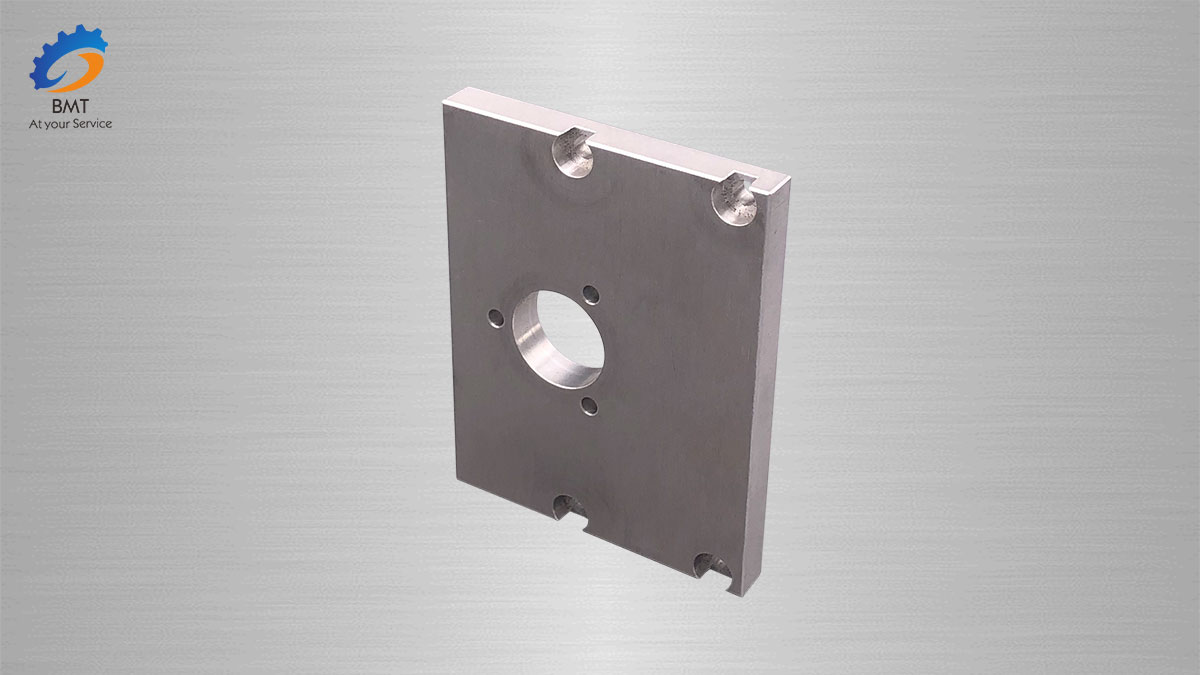
En CNC-maŝinado, la maŝinadprocezoj ofte estas koncentritaj, kaj estas tre grave lokalizi ilin sur la sama bazo. Tial, estas ofte necese agordi iujn helpdatumojn, aŭ aldoni kelkajn procezestrojn sur la malplena.


Faldi unuforman geometrian tipon aŭ grandecon
Pli bone estas adopti unuforman geometrian tipon aŭ grandecon por la formo kaj interna kavo de la parto, tiel ke la nombro da iloŝanĝoj povas esti reduktita, kaj ankaŭ eblas apliki kontrolprogramon aŭ specialan programon por mallongigi la longon. de la programo. La formo de la partoj estas kiel eble plej simetria, kio estas oportuna por programado kun la spegula maŝina funkcio de la CNC-maŝino por ŝpari programadon.






