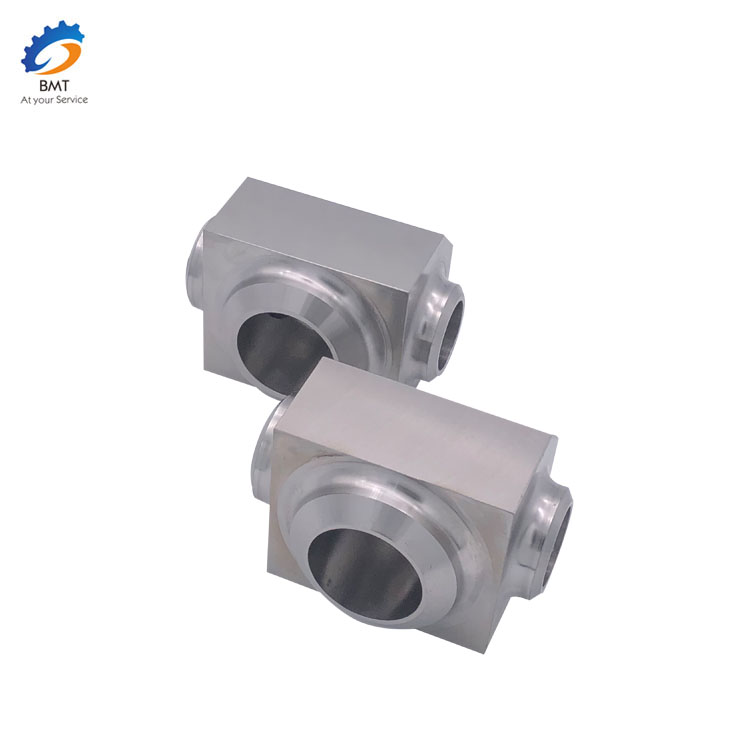
CNC Aŭtopartoj Profesia Fabrikisto
BMT estas specialigita en precizeca maŝinado, ne-norma pretigo de partoj, CNC-grandaj partoj prilaborado, nombra kontrolo de aŭtopartoj prilaborado, bata titania alojo en alta precizeca pretigo de partoj, ŝaftopartoj, semikonduktaĵaj ekipaĵoj, ktp, havas la riĉan sperton, ekipita. kun CNC-maŝincentro, CNC-torniloj, dratotranĉado, frezmaŝino, muelilo, ĉizita, tri koordinataj mezurinstrumento, alteco mezurinstrumento kaj aliaj altprecizecaj produktado- kaj detekto-ekipaĵo.

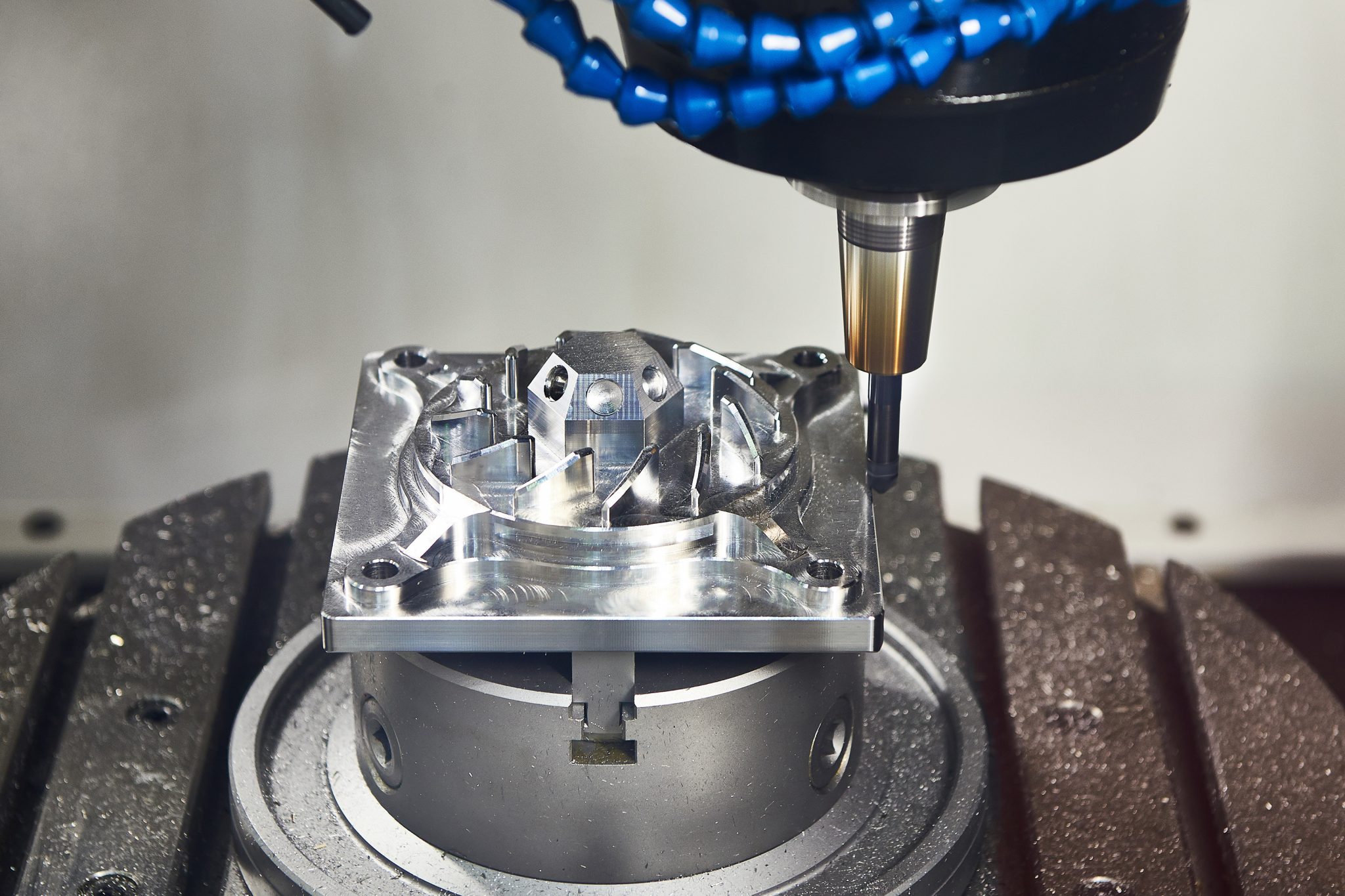
1. Analizu la prilaborajn desegnaĵojn kaj determini la prilaboradon
Laŭ la prilaboraj desegnaĵoj provizitaj de la kliento, la proceza personaro povas analizi la formon, dimensian precizecon, surfacan malgladecon, laborpecan materialon, malplenan tipon kaj varmecan traktadon kondiĉon de la partoj, kaj tiam elekti la maŝinilon, ilon, determini la poziciigon de krampo. aparato, pretiga metodo, pretiga sekvenco kaj la grandeco de la tranĉa dozo. En la procezo de determini la maŝinan procezon, la komanda funkcio de la CNC-maŝino ilo devas esti plene konsiderata, donu plenan ludon al la efikeco de la maŝinilo, tiel ke la prilabora vojo estas racia, malpli da tranĉiltempoj kaj mallonga pretiga tempo.

2. Kalkulu la koordinatan valoron de la ila vojo vojo prudente
Laŭ la geometria grandeco de la maŝina parto kaj la fiksita programa koordinatsistemo, la movada vojo de la centro de la tranĉilo estas kalkulita, kaj ĉiuj datumoj de la tranĉilo pozicio estas akiritaj. Ĝenerala CNC-sistemo havas la funkcion de linia interpolado kaj cirkla interpolado, por relative simplaj planformaj partoj, kiel partoj de linio kaj arka konturo maŝinado, nur bezonas kalkuli la geometriajn elementojn de komenca punkto kaj finpunkto, la cirkla arko de cirklo ( aŭ la cirkla arkradiuso), du geometriaj elementaj intersekcpunktoj aŭ tanĝantaj punktokoordinataj valoroj. Se la nc-sistemo ne havas la ilan kompensan funkcion, la ila centro-trajektoria koordinatvaloro devas esti kalkulita. Por la partoj kun kompleksa formo (kiel la partoj kunmetitaj de ne-cirkla kurbo kaj surfaco), necesas uzi la rektlinian segmenton (aŭ arksegmenton) por proksimigi la faktan kurbon aŭ surfacon, kaj kalkuli la koordinatan valoron de ĝia. nodoj laŭ la bezonata maŝinprilabora precizeco.
3. Skribu CNC-maŝinprogramon por partoj
Laŭ la partoj de la tranĉilo itinero por kalkuli la ilo vojo datumoj kaj la procezo parametroj estis determinitaj kaj helpa agado, programado dungitaro povas esti konforme kun la uzo de la NUMERA kontrolo sistemo kondiĉita en la funkcia instrukcioj kaj programa formato, sekcio de sekcio por skribi la partojn de la prilabora programo. Atentu: unue, la normigado de programskribo estu facile esprimebla kaj komuniki; Due, en la uzo de CNC-maŝino ilo agado kaj instrukcioj surbaze de plena konateco, la instrukcio de la uzo de kapabloj, programado kapabloj.






