



Titanium Machining Malfacilaĵoj

(1) La deforma koeficiento estas malgranda:
Ĉi tio estas relative evidenta trajto en la maŝinado de titanialojaj materialoj. En la procezo de tranĉado, la kontakta areo inter la blato kaj la rastila vizaĝo estas tro granda, kaj la bato de la blato sur la rastila vizaĝo de la ilo estas multe pli granda ol tiu de la ĝenerala materialo. Tia longdaŭra marŝado kaŭzos gravan eluziĝon de la ilo, kaj Frikcio ankaŭ okazas dum marŝado, kio pliigas la temperaturon de la ilo.
(2) Alta tranĉa temperaturo:
Unuflanke, la malgranda deforma koeficiento menciita supre kondukos al parto de la temperaturo pliiĝo. La ĉefa aspekto de la alta tranĉa temperaturo en la tranĉa procezo de titania alojo estas, ke la varmokondukteco de la titania alojo estas tre malgranda, kaj la longo de la kontakto inter la blato kaj la rasta vizaĝo de la ilo estas mallonga.


Sub la influo de ĉi tiuj faktoroj, la varmo generita dum la tranĉa procezo estas malfacile transsendi ĝin, kaj ĝi ĉefe amasiĝas proksime de la pinto de la ilo, kaŭzante, ke la loka temperaturo estas tro alta.
(3) La varmokondukteco de titania alojo estas tre malalta:
La varmo generita per tranĉado ne estas facile disipita. La turniĝanta procezo de titania alojo estas procezo de granda streso kaj granda streĉo, kiu generos multan varmon, kaj la alta varmo generita dum prilaborado ne povas esti efike disvastigita. Sur la klingo, la temperaturo akre altiĝas, la klingo moliĝas, kaj la iluzo akcelas.


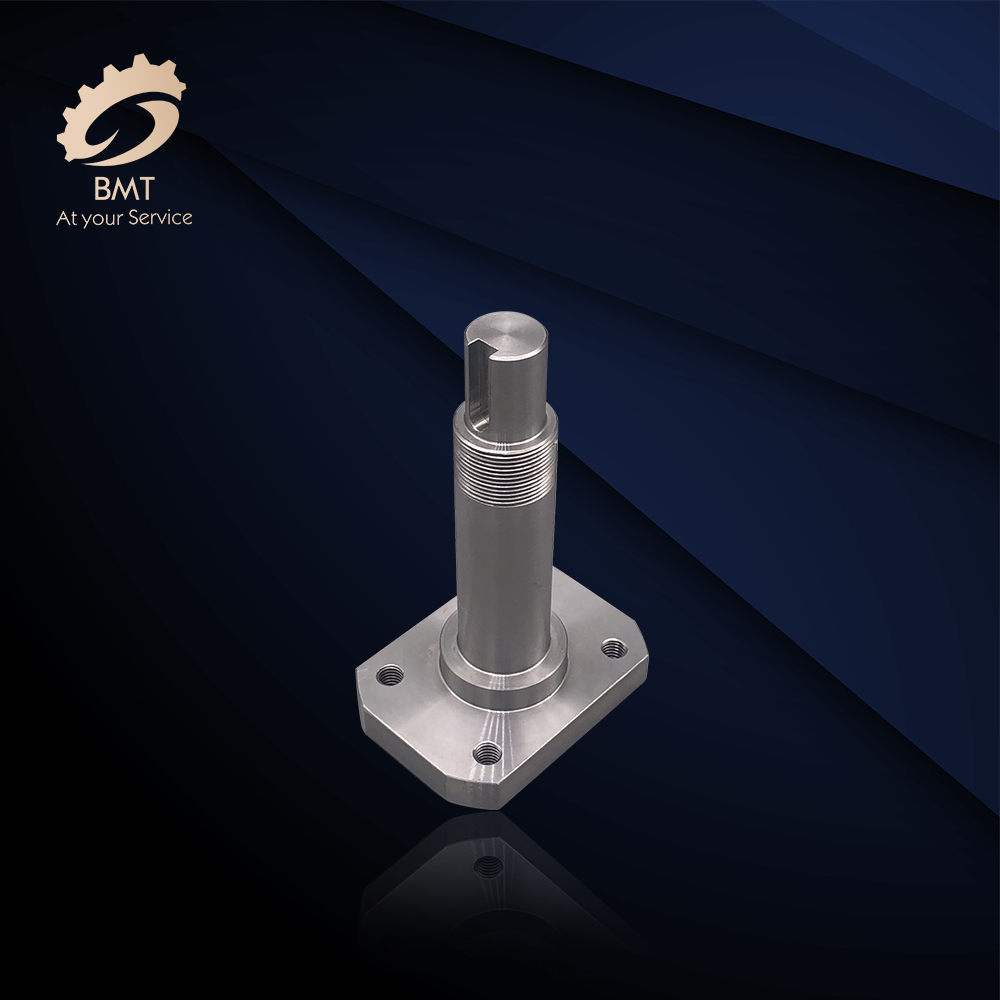
La specifa forto de titanaj alojaj produktoj estas tre alta inter metalaj strukturaj materialoj. Ĝia forto estas komparebla al tiu de ŝtalo, sed ĝia pezo estas nur 57% de tiu de ŝtalo. Krome, titanaj alojoj havas la karakterizaĵojn de malgranda specifa pezo, alta termika forto, bona termika stabileco kaj koroda rezisto, sed titanaj alojoj estas malfacile tranĉeblaj kaj havas malaltan pretigan efikecon. Sekve, kiel venki la malfacilecon kaj malaltan efikecon de titania alojo prilaborado ĉiam estis urĝa problemo por esti solvita.



Sendu vian mesaĝon al ni:
-

Aluminio CNC Machining Partoj
-

Fabrikado de Lado de Aluminio
-

Akso Alta Precizeco CNC Machining Partoj
-

CNC Maŝinitaj Partoj por Italio
-

CNC Machining Aluminium Parts
-

Aŭtopartoj Machining
-

Titanaj Alojaj Forĝadoj
-

Titanaj kaj Titanaj Alojaj Fittings
-

Titanaj kaj Titanaj Alojaj Forĝadoj
-

Titanaj kaj Titanaj Alojaj Dratoj
-

Titanaj Stangoj
-

Titaniaj Senjuntaj Pipoj/Tuboj
-

Titanio Velditaj Pipoj/Tuboj