

Via Preciza Maŝinita Fabrikisto
PRECIZA MAĈINO
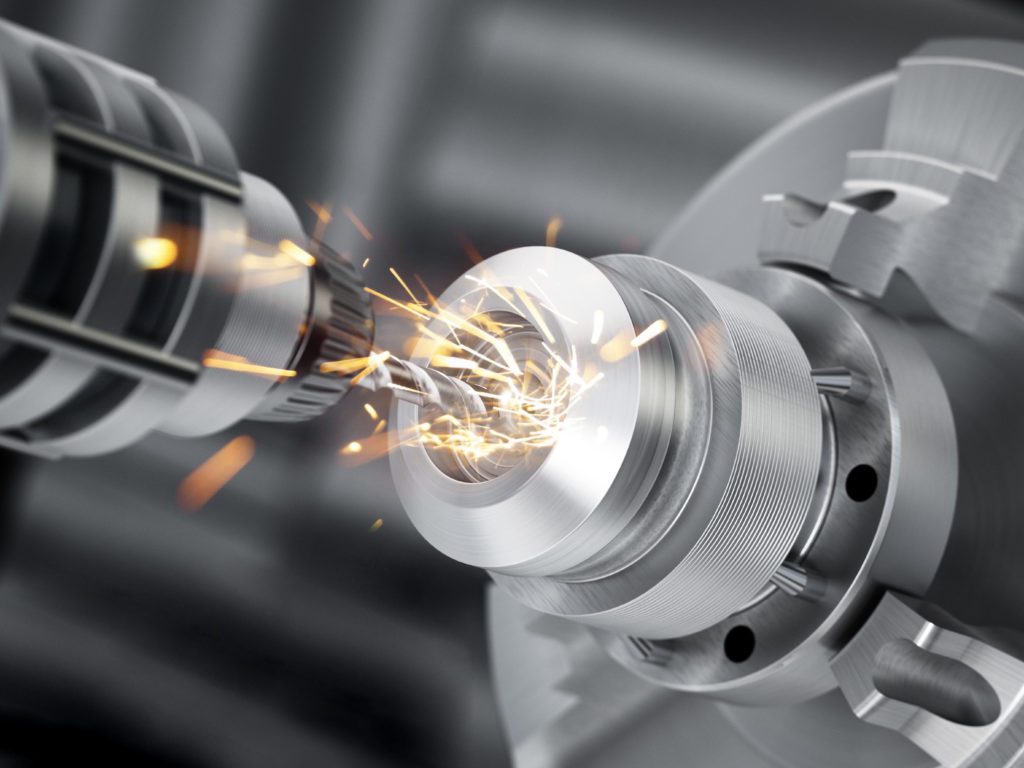
Preciza maŝinado estas procezo en kiu la formo aŭ agado de la laborpeco estas ŝanĝitaj per prilaborado de maŝinaro. Laŭ la temperaturstato de la prilaborota laborpeco, ĝi estas dividita en malvarman prilaboradon kaj varman prilaboradon. Normale, prilaborado ĉe ĉambra temperaturo, kaj ne kaŭzas kemiajn aŭ fazŝanĝojn de la laborpeco, ĝi nomiĝas malvarma prilaborado. Ĝenerale, pretigo ĉe pli alta aŭ pli malalta ol normala temperaturo kaŭzos la kemian aŭ fazan ŝanĝon de la laborpeco, kiu estas nomita termika pretigo. Malvarma pretigo povas esti dividita en tranĉa pretigo kaj prema pretigo laŭ la diferenco en pretigaj metodoj. Termika pretigo kutime inkluzivas varmotraktadon, forĝadon, fandon kaj veldadon.

Pretigo de aŭtomataj partoj estas la unuo, kiu konsistigas la tuton de aŭtopartoj kaj produktoj, kiuj servas al la pretigo de aŭtopartoj. Kiel la fundamento de la aŭtoindustrio, aŭtopartoj estas necesaj faktoroj por subteni la daŭrigeblan kaj sanan disvolviĝon de la aŭtoindustrio. Precipe, la nuna sendependa disvolviĝo kaj novigo en la aŭtoindustrio, kiu efektiviĝas vigle kaj en plena svingo, postulas fortan partsistemon por subteni ĝin. Veturilaj sendependaj markoj kaj teknologia novigo postulas partojn kaj komponantojn kiel fundamenton, kaj sendependa novigado de partoj kaj komponantoj havas fortan movan forton por la disvolviĝo de la veturila industrio. Ili influas kaj interagas unu kun la alia. Ne ekzistas sendependa marko de kompletaj veturiloj, kaj forta partsistemo. La R&D kaj novigaj kapabloj de la kompanio malfacilas krevi, kaj sen la subteno de forta kompona sistemo, estos malfacile por sendependaj markoj fariĝi pli grandaj kaj pli fortaj.
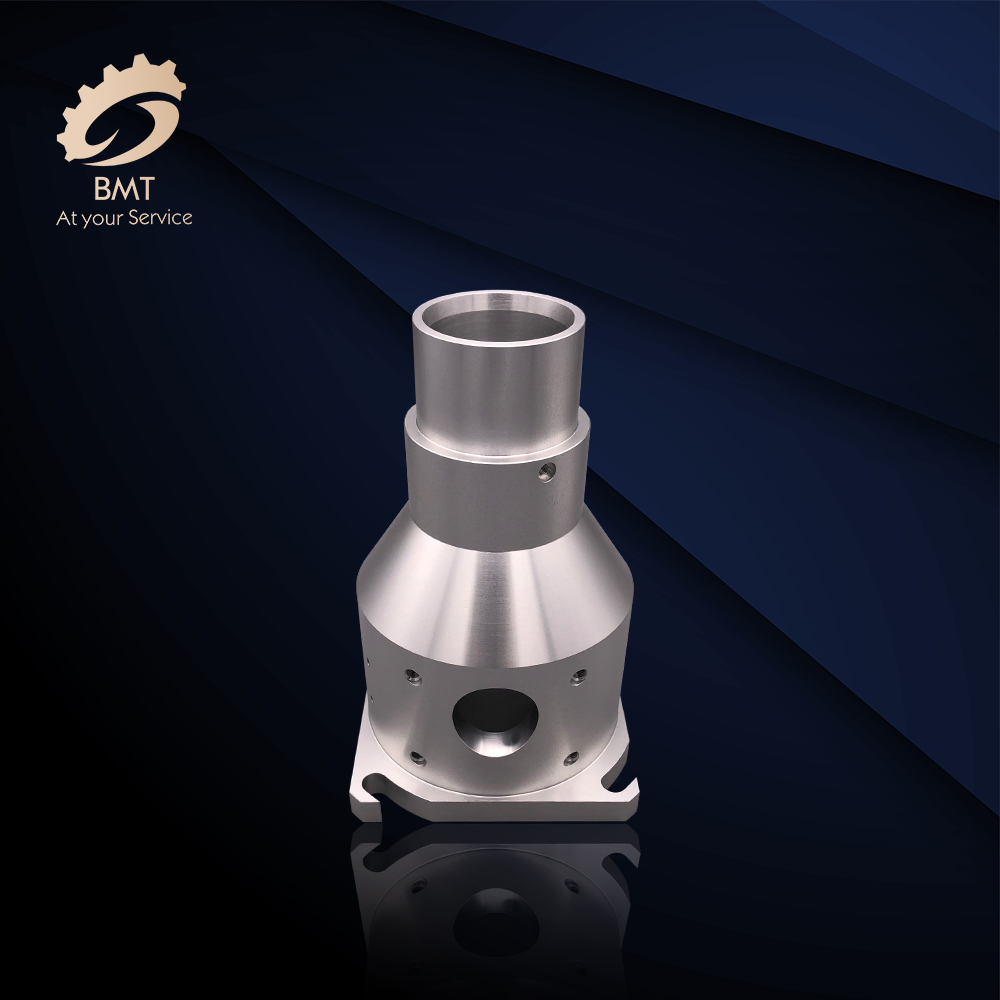
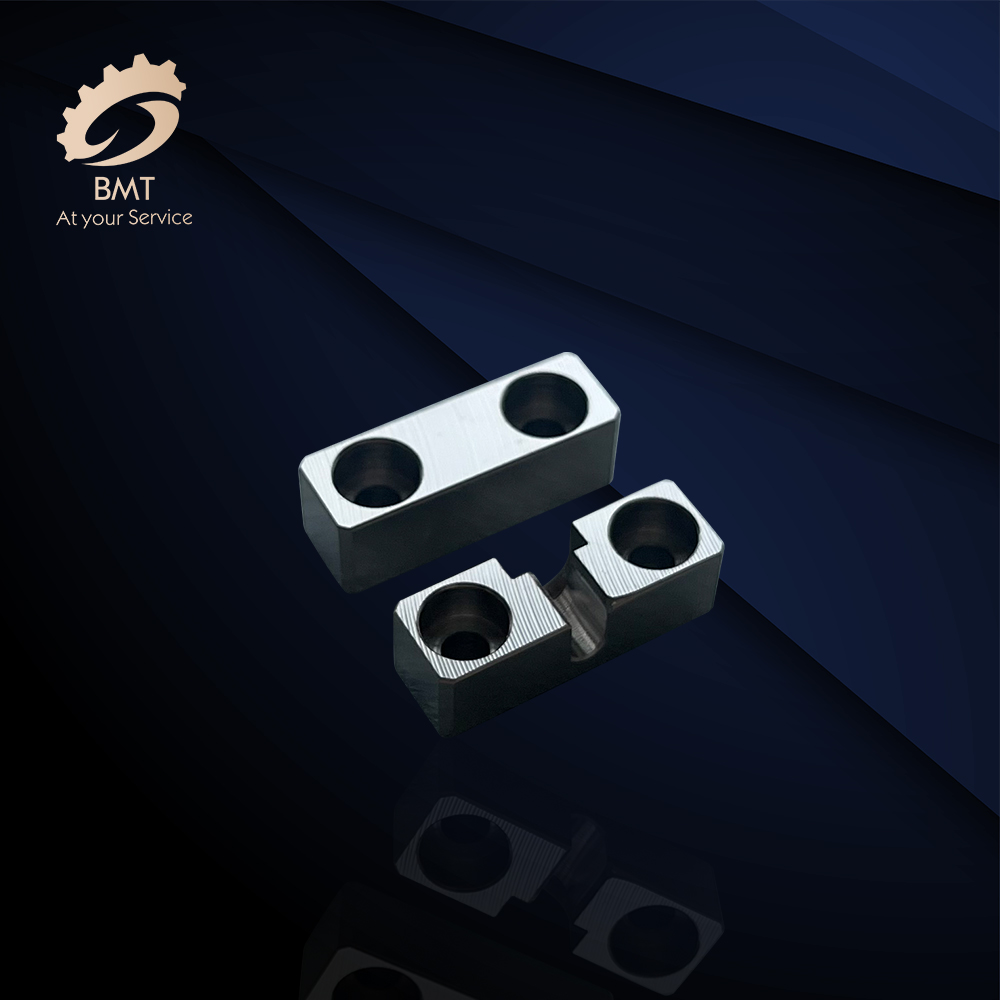
Partoj rilatas al individuaj partoj kiuj ne povas esti apartigitaj en maŝinaro. Ili estas la bazaj komponantoj de la maŝino kaj la baza unuo en la maŝina fabrikado. La produktada procezo ĝenerale ne postulas kunigprocezon. Kiel manikoj, arbustoj, nuksoj, krankoŝaftoj, klingoj, ilaroj, kamoj, bielkorpoj, bielkapoj, ktp. Por nia precizeca maŝinado, la prilaborado estas tre strikta, kaj la prilaboraj proceduroj inkluzivas tranĉi en kaj eksteren. Estas specifaj postuloj por grandeco kaj precizeco, kiel 1mm plus aŭ minus mikrometroj, ktp. Se la grandeco estas tro granda, ĝi estos malŝparita. En ĉi tiu tempo, ĝi egalas al reprocesado, tempopostula kaj peniga, kaj foje eĉ la tuta prilaborita materialo estas forigita. Ĉi tio kaŭzis kreskon de kosto, kaj samtempe la partoj estas certe neuzeblaj.
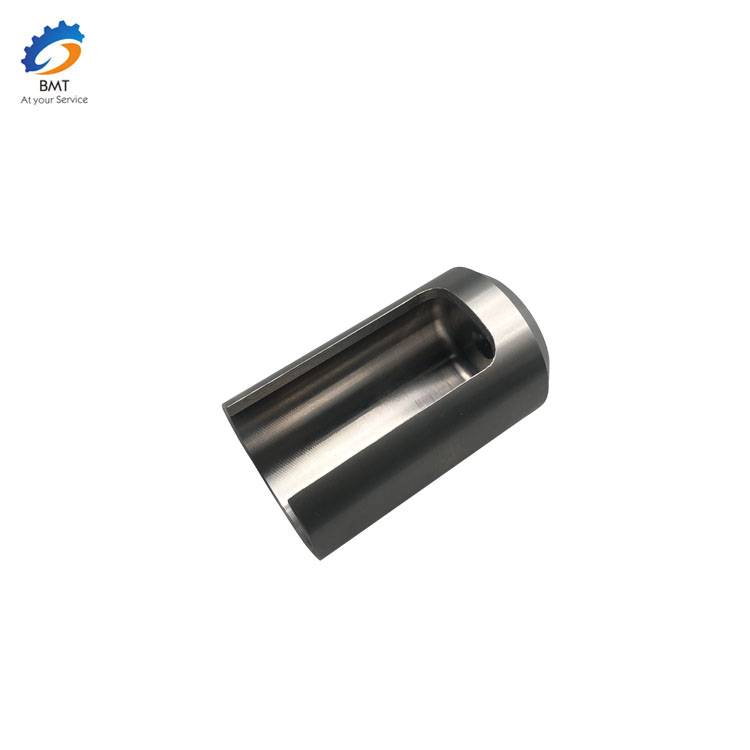
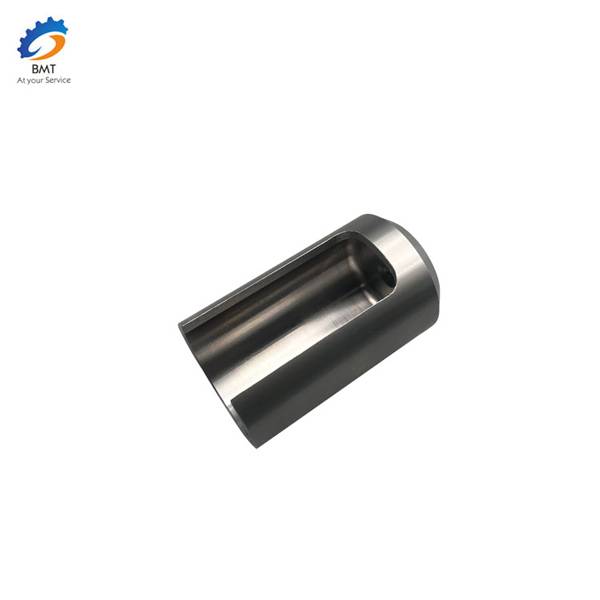
Iuj komunaj ekipaĵoj ne povas fini ŝiman prilaboradon, kiel iuj kavoj kun malgrandaj R-anguloj; elektrodoj estas prilaboritaj per elektra pulso. Tiuj estas kutime faritaj el kupro aŭ grafito. La rapida disvolviĝo de muldila fabrikada teknologio fariĝis grava parto de moderna fabrikada teknologio. Moderna muldila fabrikada teknologio disvolviĝas en la direkto de akcelo de informa veturado, plibonigo de fabrikada fleksebleco, lerta fabrikado kaj sistema integriĝo. Ĝi estas specife manifestita en la CAD/CAM-teknologio de la muldilo, la lasera rapida prototipa teknologio de la muldilo, la precizeca formado-teknologio de la muldilo kaj la ultra-precizeca pretiga teknologio de la muldilo. La muldila dezajno uzas la metodon de finia elemento kaj la metodon de limelemento por efektivigi la procezon de fluo, malvarmigo kaj varmotransigo. Dinamika simulada teknologio, ŝima CIMS-teknologio, altnivelaj fabrikaj teknologioj kiel ŝima DNM-teknologio kaj nombra kontrolo-teknologio estis evoluigitaj.