








Kiel Estas Produktitaj Ĉi tiuj Maldikaj Muraj Partoj?

Metala turnado estas simetria rotacia formadprocezo por lado. La spindelo movas la malplenan kaj la ŝiman kernon por rotacii, kaj tiam la rotacia rado aplikas premon al la turniĝanta malplena. Pro la rotacia movo de la ĉefa ŝafto de la ŝpinmaŝino kaj la laŭlonga kaj transversa nutrado de la ilo, ĉi tiu loka plasta deformado iom post iom disvastiĝas al la tuta malplena, tiel akirante diversajn formojn de kavaj rotaciaj korpopartoj.
Proceza kosto: muldila kosto (malalta), unupeca kosto (meza)
Tipaj produktoj: mebloj, lampoj, aerospaco, transportado, tablovaroj, juvelaĵoj, ktp.
Rendimento taŭga: malgranda kaj meza parto produktado


Surfaca Kvalito:
Surfaca kvalito plejparte dependas de operaciisto-kapablo kaj produktadrapideco
Maŝinrapido: Modera ĝis alta produktada rapideco, depende de parto, komplekseco kaj lada dikeco
Apkeblaj materialoj:
Taŭga por varmaj metalaj folioj kiel neoksidebla ŝtalo, latuno, kupro, aluminio, titanio, ktp.
Konsideroj pri Dezajno:
1. Metala turnado taŭgas nur por fabrikado de rotacie simetriaj partoj, kaj la plej ideala formo estas duonsferaj maldikŝelaj metalaj partoj;
2. Por partoj formitaj per metala turnado, la interna diametro devas esti kontrolita ene de 2.5m.

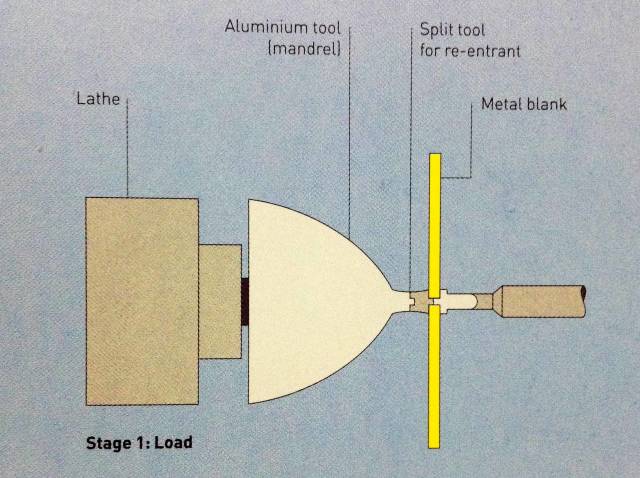
Paŝo 1: Ripari la tranĉitan rondan metalan folion sur la maŝina mandrilo.
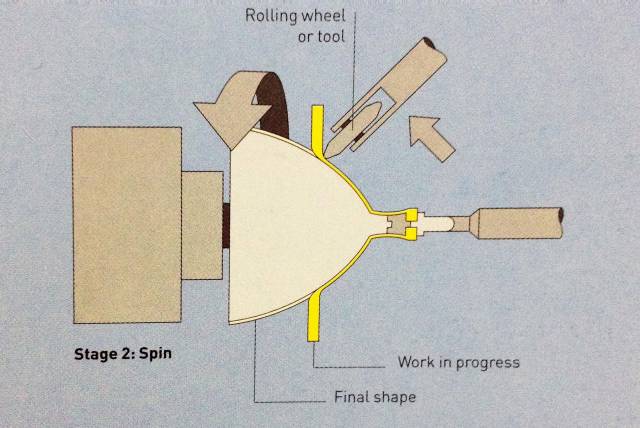
Paŝo 2: La mandrilo pelas la cirklan metalan platon por rotacii alta rapide, kaj la ilo kun la kurilo komencas premi la metalan surfacon ĝis la metala plato tute konvenas al la interna muro de la ŝimo.
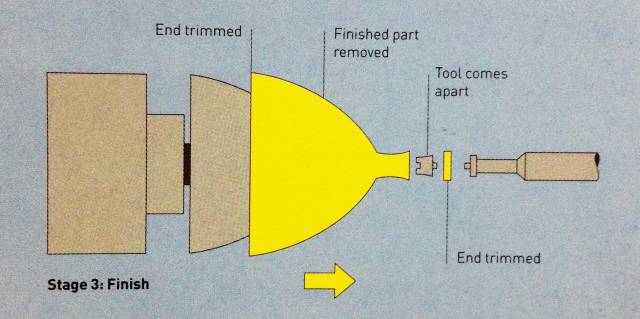
Paŝo 3: Post muldado estas kompleta, la mandrilo estas forigita kaj la supro kaj malsupro de la parto estas fortranĉitaj por malmoldado.
Sendu vian mesaĝon al ni:
-

Aluminio CNC Machining Partoj
-

Fabrikado de Lado de Aluminio
-

Akso Alta Precizeco CNC Machining Partoj
-

CNC Maŝinitaj Partoj por Italio
-

CNC Machining Aluminium Parts
-

Aŭtopartoj Machining
-

Titanaj Alojaj Forĝadoj
-

Titanaj kaj Titanaj Alojaj Fittings
-

Titanaj kaj Titanaj Alojaj Forĝadoj
-

Titanaj kaj Titanaj Alojaj Dratoj
-

Titanaj Stangoj
-

Titaniaj Senjuntaj Pipoj/Tuboj
-

Titanio Velditaj Pipoj/Tuboj