





Tipoj de CNC-Maŝinado
Maŝinado estas produktadperiodo ampleksanta larĝan gamon de teknologioj kaj teknikoj. Ĝi povas esti proksimume difinita kiel la procezo de forigado de materialo de laborpeco uzanta potencajn maŝinajn ilojn por formi ĝin en celitan dezajnon. Plej multaj metalaj komponentoj kaj partoj postulas iun formon de maŝinado dum la produktada procezo. Aliaj materialoj, kiel ekzemple plastoj, kaŭĉukoj, kaj papervaroj, ankaŭ estas ofte fabrikitaj per maŝinadprocezoj.
Tipoj de maŝinaj iloj
Estas multaj specoj de maŝinaj iloj, kaj ili povas esti uzataj sole aŭ kune kun aliaj iloj ĉe diversaj paŝoj de la produktadprocezo por atingi la celitan partgeometrion. La ĉefaj kategorioj de maŝinaj iloj estas:
Enuigaj iloj: Ĉi tiuj estas kutime uzataj kiel finaj ekipaĵoj por pligrandigi truojn antaŭe tranĉitajn en la materialon.
Tranĉaj iloj: Aparatoj kiel segiloj kaj tondiloj estas tipaj ekzemploj de tranĉaj iloj. Ili ofte kutimas tranĉi materialon kun antaŭdestinitaj dimensioj, kiel lado, en deziratan formon.


Boraj iloj: Ĉi tiu kategorio konsistas el durandaj turnantaj aparatoj, kiuj kreas rondajn truojn paralele al la rotacia akso.
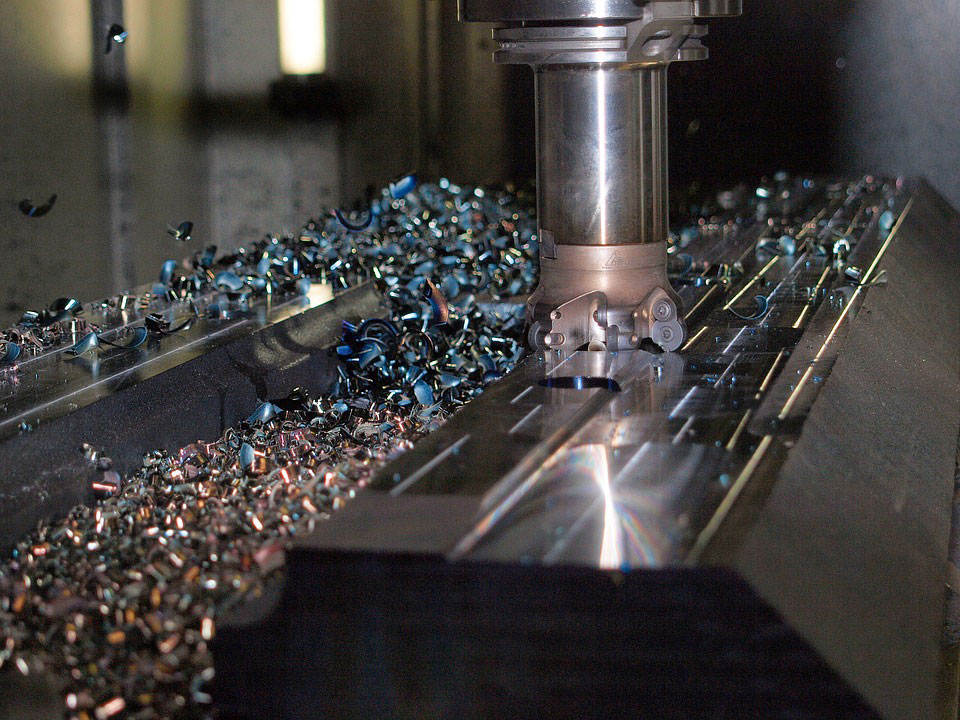
Muelantaj iloj: Ĉi tiuj instrumentoj aplikas rotacian radon por atingi bonan finpoluron aŭ por fari malpezajn tranĉojn sur laborpeco.
Muelaj iloj: Muelilo uzas rotacian tranĉan surfacon kun pluraj klingoj por krei ne-cirklajn truojn aŭ tranĉi unikajn dezajnojn el la materialo.
Turnaj iloj: Ĉi tiuj iloj turnas laborpecon sur ĝia akso dum tranĉilo formas ĝin por formi ĝin. Torniloj estas la plej ofta speco de turna ekipaĵo.
Tipoj de Brulado-Maŝinado-Teknologioj
Veldado kaj bruliga maŝiniloj uzas varmon por formi laborpecon. La plej oftaj specoj de veldado kaj brulado-maŝinteknologioj inkluzivas:
Lasera kortego: Lasermaŝino elsendas mallarĝan, alt-energian lumradion, kiu efike fandas, vaporiĝas aŭ bruligas materialon. CO2: YAG-laseroj estas la plej oftaj tipoj uzataj en maŝinado. La lasertranĉa procezo estas bone taŭga por formi ŝtaloaŭ gravuri ŝablonojn en pecon de materialo. Ĝiaj avantaĝoj inkluzivas altkvalitajn surfacajn finaĵojn kaj ekstreman tranĉan precizecon.
Oksi-fueltranĉado: Ankaŭ konata kiel gastranĉado, ĉi tiu maŝinadmetodo uzas miksaĵon de fuelgasoj kaj oksigeno por fandi kaj fortranĉi materialon. Acetileno, benzino, hidrogeno kaj propano ofte funkcias kiel gasmedio pro sia alta brulemo. La avantaĝoj de ĉi tiu metodo inkludas altan porteblon, malaltan dependecon de primaraj energifontoj, kaj la kapablon tranĉi dikajn aŭ malmolajn materialojn, kiel ekzemple fortika ŝtalkarakteroj.
Plasmotranĉado: Plasmotorĉoj pafas elektran arkon por transformi inertan gason en plasmon. Tiu plasmo atingas ekstreme altajn temperaturojn kaj estas aplikita al la laborpeco ĉe alta rapideco por fandi for nedeziratan materialon. La procezo ofte estas uzata sur elektre konduktaj metaloj, kiuj postulas precizan tranĉan larĝon kaj minimuman prepartempon.
Specoj de Erozio-Maŝinado-Teknologioj
Dum brulaj iloj aplikas varmegon por fandi troajn akciojn, eroziaj maŝinaparatoj uzas akvon aŭ elektron por erozii materialon de la laborpeco. La du ĉefaj specoj de eroziomaŝinteknologioj estas:
Akva jeta tranĉado: Ĉi tiu procezo uzas altpreman fluon de akvo por tranĉi tra materialo. Abraziva pulvoro povas esti aldonita al la akvofluo por faciligi erozion. Akvojettranĉado estas tipe uzita sur materialoj kiuj povas suferi difekton aŭ deformadon de varmeca trafita zono.
Elektra senŝargiĝa maŝinado (EDM): Ankaŭ konata kiel fajrera maŝinado, ĉi tiu procezo uzas elektrajn arkajn malŝarĝojn por krei mikro-kraterojn kiuj rapide rezultigas kompletajn tranĉojn. EDM estas uzata en aplikoj postulantaj kompleksajn geometriajn formojn en malmolaj materialoj kaj ĉe proksimaj toleremoj. EDM postulas, ke la baza materialo estu elektre kondukta, kio limigas sian uzon al feraj alojoj.
CNC-Maŝinado
Komputila nombra kontrola maŝinado estas komputil-helpata tekniko kiu povas esti uzita lige kun larĝa gamo de ekipaĵo. Ĝi postulas programaron kaj programadon, kutime en la G-koda lingvo, por gvidi maŝinan ilon en formado de la laborpeco laŭ antaŭfiksitaj parametroj. Kontraste al mane gviditaj metodoj, CNC Machining estas aŭtomatigita procezo. Iuj el ĝiaj avantaĝoj inkluzivas:
Altaj produktadaj cikloj: Post kiam la CNC-maŝino estis konvene kodita, ĝi kutime bezonas minimuman prizorgadon aŭ malfunkcion, ebligante pli rapidan produktadon.
Malaltaj kostoj de fabrikado: Pro ĝia spezrapideco kaj malaltaj manaj laborpostuloj, CNC-maŝinado povas esti kostefika procezo, precipe por alt-volumaj produktadkuroj.
Uniforma produktado: CNC-maŝinado estas tipe preciza kaj donas altnivelan de dezajno-konsistenco inter siaj produktoj.

Preciza maŝinado
Ajna maŝinadprocezo kiu postulas malgrandajn tranĉajn toleremojn aŭ plej bonajn surfacajn finpolurojn povas esti konsiderita formo de precizeca maŝinado. Kiel CNC-maŝinado, precizeca maŝinado povas esti aplikita al larĝa nombro da fabrikaj metodoj kaj iloj. Faktoroj kiel rigideco, malseketigado kaj geometria precizeco povas influi la precizecon de la tranĉo de precizeca ilo. Movkontrolo kaj la kapablo de la maŝino respondi ĉe rapidaj furaĝrapidecoj ankaŭ estas gravaj en precizecaj maŝinaplikoj.




